| Home | Wiki | Docs | Sources | Contact |
| Gun Construction |  |  |
HMS Colossus was the first ship to carry the new generation of breech loading main armament - four 12 inch guns Mk II made by the Woolwich Arsenal. This design used a mixture of steel and wrought iron, but it was not a success. Although Colossus was launched in 1882, it was not until 1886 that she received her full complement of 12 inch guns. In 1887, her sister ship, "Edinburgh" suffered a burst gun, and Colossus was ordered not to fire her guns until a safer replacement was developed. In this section we look at how the Mk IV 'built-up' gun was constructed. As far back as the 1850's Sir William Armstrong had designed guns that were built up from concentric hoops or tubes shrunk onto inner tubes to put those tubes into a state of compression. When a propellent charge was ignited in a gun of this type, the pressure had first to overcome the compression imposed by the outer tube before it applied stress to the inner one. Shrinking outer tubes onto an inner tube resulted in much lighter gun, since less metal was needed to achieve the same resistance to blast pressures when firing. |
|
12 in Breech Loading Gun of 45 Tons Mark IV |
|
 |
||||||
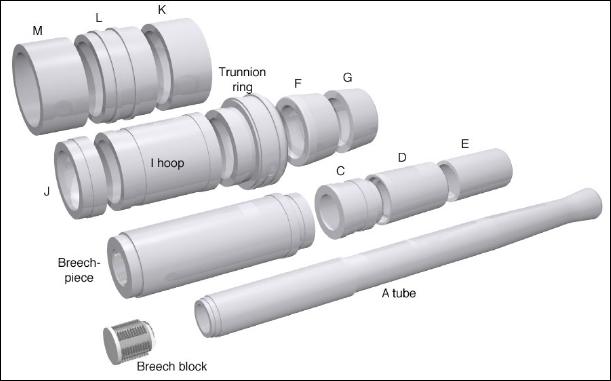
The 12 inch, 45 ton Mark IV was designed by Armstrong's Elswick works. The gun consisted of:- |
||||||
- an inner or A Tube - a first layer, the breech-piece or B tube, and C, D and E hoops - a second layer, the trunnion ring (H hoop), F and G hoops, the I hoop extending the whole length of the powder chamber, and the J hoop. - a third layer consisting of the K hoop, L hoop, and M hoop. |
||||||
All parts were of steel - cast, forged, hardened in oil and 'boiled'. |
||||||
Manufacture The inner barrel was cast solid, and then drawn out under a massive hammering machine to the required length. It was then rough turned and the properties of the steel tested. After passing the tests, it was rough bored, hardened by heating and cooling in oil, and then 'boiled' in oil and tallow to reduce any abnormal strains (tempering). The inner barrel was then turned and bored a second time to prepare it for building up with outer tubes. The A tube measured 303 inches by 18 inches diameter (7.69 m x 45.7 cm), and had to be machined to within a few thousandths of an inch tolerances to ensure the outer layers would apply the correct amount of compression when shrunk on. The breech-piece and long hoops were cast and forged solid, (except in certain cases when they were forged hollow on a mandrel), then rough turned and tested. After testing, the centre is trepanned out and they were then hardened and boiled, second bored and turned. The inner diameter of each hoop was machined to a few thousandths of an inch less than the outer diameter of the tube it was to be shrunk onto in order to put the inner tube under compression. Short hoops were cast solid and a hole punched through them; they were then forged on a mandril, round bored, tested, hardened, boiled, and then second turned and bored. The trunnion ring (H) was cast solid and drawn under the hammer into the proper shape. |
|
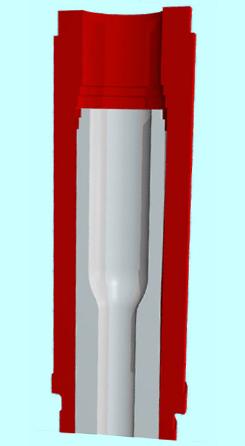
1. The steel barrel and breech-piece, having been prepared for each other by turning and boring to corresponding dimensions, were shrunk together as follows:- The breech piece was heated until it was sufficiently expanded to fit easily over the breech end of the steel barrel, which was placed upright in a pit ready to receive it. The breech-piece was then raised and dropped over the steel barrel, up which a stream of water was forced to keep it as cool as possible during the process of shrinking. |
 |
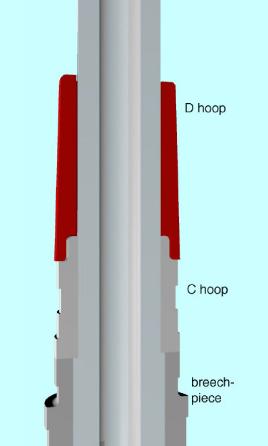
2. The gun was repositioned in the pit with muzzle uppermost, and the C, D and E hoops were shrunk on in a similar manner, after which the gun was returned to the lathe and fine turned to receive the trunnion ring and hoops. |
 |
||||
3. The F hoop was next to go on to lock the breech-piece to the C hoop by means of a bayonet joint. After wedges had been driven in, the G hoop was shrunk on to keep them in place. |
 |
4. The gun was repositioned in the pit with breech end uppermost. The Trunnion ring, I and J hoops are next shrunk on in succession. The I hoop specifically reinforced the breech along the length of the powder chamber. The gun was returned to the lathe and fine turned to receive the next layer of hoops. |
 |
||||
5. The K hoop locked the trunnion ring and the I hoop. |
 |
6. The M hoop locked the I hoop and the J hoop and held the L hoop in position. |
 |
||||
| Video of Mark IV construction | |
Summary It will thus be seen that the longitudinal strength was provided by the breech-piece or B tube, which carried the breech screw at one end and was locked to the trunnion ring at the other. The second layer of hoops also contributed to the longitudinal strength, since the I and J hoops were locked to the trunnion ring and to one another by the hoops K and M, the J hoop being hooked on to the rear of the breech-piece. The A tube was prevented from moving forward by a shoulder butting against the C hoop, which in turn was also locked to the trunnion ring by the hoop F. |
|
 |
||
| | ||
| (c) 2008 Rob Brassington, all rights reserved | |||